
Besleme malzemesinin özellikleri, hizmet ömrünün belirlenmesinde önemli bir rol oynar.çene kırıcı parçalarıSertlik, aşındırıcılık, parçacık boyutu ve nemi yöneten operatörler, ürünün ömrünü uzatabilir.manganez çeliği çene kırıcı aşınma parçaları.
- Yüksek sertlik ve aşındırıcılık, değiştirme oranlarını ve enerji kullanımını artırır.
- Nem ve yapışkanlık tıkanıklığa neden olabilir ve bu da daha fazla bakım gerektirir.
- Tutarlı besleme boyutu, duruş sürelerinin önlenmesine yardımcı olur ve kırıcı performansını artırır.
Doğruyu seçmekçeneli kırıcı makinesiVekırıcı parçalarımaliyetleri düşürür ve verimliliği artırır.
Önemli Çıkarımlar
- Besleme malzemelerinin sertliği ve aşındırıcılığı çeneli kırıcı parçalarındaki aşınmayı büyük ölçüde artırır, bu nedenle operatörler parça ömrünü uzatmak için ayarları yapmalı ve güçlü malzemeler seçmelidir.
- Besleme boyutunu kontrol etmek ve büyük boyutlu kayaları veya ince parçaları çıkarmak, düzensiz aşınmayı ve tıkanıklıkları önlemeye yardımcı olur vekırıcı verimliliğive bakım ihtiyacını azaltır.
- Nem ve yapışkan maddeler kırıcı parçalarında tıkanıklığa ve ekstra strese neden olur, bu nedenle kurutma ve eleme yoluyla nemin yönetilmesi kırıcıların sorunsuz çalışmasını sağlar.
- Doğruyu seçmekçene plakası malzemelerive besleme özelliklerine dayalı tasarımlar aşınma ömrünü artırabilir ve duruş süresini azaltabilir.
- Kırıcıların aşınmasını erken tespit etmek ve daha uzun süre verimli bir şekilde çalışmasını sağlamak için düzenli muayene, uygun bakım ve operatör eğitimi şarttır.
Ana Besleme Malzemesi Özellikleri ve Çeneli Kırıcı Makinesi Aşınması
Besleme Malzemesinin Sertliği
Sertlik, çeneli kırıcı aşınmasını etkileyen en önemli özelliklerden biri olarak öne çıkar. Granit veya bazalt gibi sert kayaçları kırmak için daha fazla kuvvet gerekir. Bu ekstra kuvvet, çene plakaları ve gömlekleri üzerindeki gerilimi artırır. Operatörler çeneli kırıcı makinesine daha sert malzemeler beslediğinde, plakalar daha fazla kesme ve ufalama aşınmasına maruz kalır. Çalışmalar, daha yüksek basınç dayanımına ve kırılma tokluğuna sahip kayaçların daha hızlı aşınma oranlarına neden olduğunu göstermektedir. Operatörler, daha küçük ve daha sert parçacıkları işlerken genellikle çenelerin serbest bırakma ucunun ilk önce aşındığını fark eder. Kırıcı ayarlarını beslemenin sertliğine göre ayarlamak, aşınmayı azaltmaya ve parça ömrünü uzatmaya yardımcı olabilir.
Aşındırıcılık ve Mineral Bileşimi
Aşındırıcılık ve mineral bileşimi de aşınma desenlerinde önemli bir rol oynar. Kuvarsit ve granit gibi mineraller oldukça aşındırıcıdır. Bu mineraller çene plakalarına sürtünerek hızlı yüzey bozulmasına neden olur. Besleme yüksek oranda aşındırıcı mineral içeriyorsa, standartmanganez çelik gömlekleriHızlı aşınabilir. Yüksek kromlu demir veya kompozit alaşımlar gibi doğru astar malzemesinin seçilmesi, bu tür aşınmaya karşı direnç sağlamaya yardımcı olabilir. Operatörler ayrıca beslemedeki kirliliğe de dikkat etmelidir, çünkü döküntü demir veya büyük boyutlu kayalar kenar kırılmasına ve çatlamasına neden olabilir.
İpucu: Liner malzemesinin beslemenin mineral bileşimine uygun olması aşınma ömrünü beş kata kadar uzatabilir ve bakım maliyetlerini azaltabilir.
Parçacık Boyutu ve Boyut Dağılımı
Parçacık boyutu ve dağılımı, çene plakalarının ne sıklıkla değiştirilmesi gerektiğini doğrudan etkiler. Besleme çok sayıda büyük boyutlu taş içerdiğinde, çene plakalarının belirli bölgeleri tekrarlayan darbelere maruz kalır. Bu durum, düzensiz aşınmaya ve daha sık değiştirmelere yol açar. Beslemedeki aşırı ince taneler, plakaların ömrünü kısaltan tıkanmalara neden olabilir. İyi kontrol edilen bir besleme boyutu dağılımı, eşit aşınma ve istikrarlı çalışmayı destekler. Besleme boyutunu izleyen ve ayarlayan operatörler, işletme maliyetlerini düşürebilir ve çene kırıcı makinesinin verimli çalışmasını sağlayabilir.
Nem İçeriği ve Yapışkanlık
Besleme malzemesindeki nem içeriği, çeneli kırıcı performansında önemli bir rol oynar. Besleme malzemesi, özellikle ince taneli veya killi malzemelerle karıştırıldığında yüksek nem içerdiğinde, genellikle operasyonel zorluklara yol açar. Yapışkan malzemeler kırıcı içindeki yüzeylere yapışma eğilimindedir. Bu yapışkanlık, kırma işlemini aksatan tıkanmalara (tıkanma olarak da bilinir) neden olabilir.
Operatörler genellikle kil gibi nemli ince malzemelerin kolayca parçalanmadığını fark ederler. Aksine, bu malzemeler kırma haznesi içinde yoğun bir kütle halinde sıkışır. "Pancakeleme" adı verilen bu işlem, kırıcı motoruna binen yükü artırır. Kontrol altına alınmadığı takdirde, pancakeleme kırıcıyı tamamen durdurabilir. Nem, çene plakalarının veya gömleklerinin aşınma oranını doğrudan artırmasa da, ortaya çıkan tıkanma ve motorun aşırı yüklenmesi verimliliği düşürebilir ve zamanla daha hızlı aşınmaya yol açabilir.
Yem materyalindeki nem ve yapışkanlığı yönetmeye yardımcı olacak birkaç pratik adım vardır:
- Yemin önceden kurutularak nem oranının %5'in altına düşürülmesi, malzemenin yapışmasını önlemeye yardımcı olur.
- Kırıcıya besleme yapılmadan önce ince malzemelerin elenmesi tıkanma riskini azaltır.
- Besleme kanallarına teflon kaplı yüzeyler gibi yapışmayı önleyici astarların takılması, malzeme yapışmasını en aza indirir.
- Özellikle titreşimli besleyicilerde malzeme akışını yönlendirmek için bölme duvarları kullanmak tıkanıklığı daha da azaltabilir.
Not: Nem seviyelerini izleyen ve proseslerini ayarlayan operatörler, kırıcı operasyonunun daha sorunsuz olmasını sağlayabilir ve aşınan parçaların ömrünü uzatabilir.
Besleme malzemesindeki nem ve yapışkanlığın yönetilmesi, kırıcı güvenilirliğini artırmanın yanı sıra bakım maliyetlerini de düşürür. Operatörler, bu adımları atarak, zorlu malzemeleri işlerken bile çeneli kırıcı makinelerinin verimli çalışmasını sağlar.
Besleme Özelliklerinin Çeneli Kırıcı Makine Parçaları Üzerindeki Etkisi
Sertliğin Çene Plakası ve Astar Aşınması Üzerindeki Etkileri

Besleme malzemesinin sertliği, çene plakaları ve gömleklerinin aşınma oranını doğrudan etkiler. Granit veya kuvarsit gibi daha sert kayaçların kırılması için daha fazla kuvvet gerekir. Bu artan kuvvet, çene kırıcının temas yüzeylerinde daha fazla gerilime neden olur. Zamanla, sert malzemelerden kaynaklanan tekrarlanan darbeler, çene plakalarında derin çizikler, oluklar ve çukurlar şeklinde görülen keski aşınmasına neden olur. Operatörler, özellikle yüksek sertlikteki cevherlerin işlenmesi sırasında, kırma bölgelerinin en şiddetli aşınmaya maruz kaldığını sıklıkla gözlemler.
Çene plakaları tekrarlanan basınç ve darbe yüklerine maruz kaldığında da yorulma aşınması oluşur. Çatlaklar oluşup yayılarak sonunda kırılgan kırılmalara neden olur. Kayaların kırıcıya ilk girdiği besleme bölgesi, bu tür hasarlara karşı özellikle savunmasızdır.Yüksek manganez çelik çene plakalarıÇalışma sırasında sertleştikleri için bu aşınmanın bir kısmına karşı koyabilirler, ancak bu malzemeler bile aşırı sert beslemeye maruz kaldıklarında sınırlamalara sahiptir.
İpucu: Gelen malzemenin sertliğinin düzenli olarak izlenmesi, operatörlerin kırıcı ayarlarını yapmasına ve doğru astar malzemelerini seçmesine yardımcı olarak beklenmedik duruş sürelerini azaltır.
Aşındırıcı Mineraller ve Yüzey Bozulması
Beslemedeki kuvars veya silika gibi aşındırıcı mineraller, yüzey bozulmasını hızlandırır.çene kırıcı parçalarıOluk açma aşınma testleri de dahil olmak üzere laboratuvar aşınma testleri, gerçek dünyadaki aşınma desenleriyle güçlü bir korelasyon göstermektedir. Bu testler, aşındırıcı minerallerin çene plakaları ve astarların yüzeyinde mikro pullanma, mikro kesme ve mikro çatlaklara neden olduğunu ortaya koymaktadır. Aşındırıcı parçacıklar metale sürtünerek baskı uygularken, küçük parçalar kopararak hacim kaybına ve pürüzlü yüzeylere yol açmaktadır.
Saha çalışmaları, aşındırıcı minerallerin varlığının yüzey aşınma oranını artırdığını doğrulamaktadır. Başlıca aşınma mekanizmaları şunlardır:
- Düşük stresli çizilme aşınması:Parçacıkların yüzey üzerinde fazla sıkıştırılmadan kaymasıyla oluşur.
- Yüksek gerilimli taşlama aşınması:Daha küçük parçacıkların basınç altında yüzeye sürtünmesiyle meydana gelir.
- Oluk aşınması:Büyük, sert parçacıkların çene plakalarına çarpması ve sıkıştırması sonucu oluşur.
Aşağıdaki tabloda yaygın aşınma modelleri ve bunların nedenleri özetlenmiştir:
| Giyim Deseni Türü | Tanım | Neden / Etkileyen Faktörler | Çene Plakası Bölgesi | Kuvvet Özellikleri |
|---|---|---|---|---|
| Keski Kesme Aşınması | Derin çizikler, oluklar ve çukurlar | Cevherlerin tekrarlanan darbe ve ekstrüzyonu | Kırılma bölgeleri (M, ML, L) | Yüksek normal, orta teğetsel |
| Yorgunluk Aşınması | Çatlaklar ve kırılgan kırılmalar | Uzun vadeli tekrarlanan etki | Beslenme bölgesi (H) | Yüksek normal, düşük teğetsel |
| Aşındırıcı Aşınma | Çizilme, taşlama, oyma aşınması | Parçacık boyutu, sertlik, basınç/kesme | Kırılma bölgeleri (M, ML, L) | Yüksek normal ve teğetsel |
| Korozyon Aşınması | Nem nedeniyle oksidasyon | Yemdeki nem içeriği | Tüm bölgeler | Kimyasal aşınma |
Sertlik, tokluk ve mikro yapı gibi malzeme özellikleri, çeneli kırıcı parçalarının aşınmaya ne kadar dayanıklı olduğunu da etkiler. Aşınmadan kaynaklanan astar geometrisindeki değişiklikler kırıcı performansını etkileyebilir ve bu nedenle düzenli muayene şarttır.
Büyük Boy Besleme ve Para Cezaları İçerik Etkisi
Besleme boyutu dağılımı, çene plakası ve astar aşınmasında önemli bir rol oynar. Büyük boyutlu kayalar, çene plakalarında yoğun darbe bölgeleri oluşturur. Bu darbeler, düzensiz aşınmaya ve bazı bölgelerin diğerlerinden daha hızlı aşınmasına neden olur. Büyük parçacıklar kırıcıya girdiğinde, derin oluk ve çukurlara yol açan oluk aşınmasına da neden olabilirler.
Beslemedeki aşırı ince parçacıklar farklı bir sorun teşkil eder. İnce parçacıklar, büyük kayalar arasındaki boşlukları doldurarak tıkanma riskini artırabilir. Bu tıkanmalar, kırıcının daha fazla çalışmasına neden olarak aşınan parçalardaki sıcaklığı ve gerilimi artırır. Zamanla, özellikle ince parçacıklar aşındırıcı mineraller içeriyorsa, bu durum aşındırıcı ve yorulma aşınmasını hızlandırabilir.
Operatörler bu riskleri şu şekilde yönetebilirler:
- Kırıcıya girmeden önce aşırı ince malzemeleri ayırmak için besleme malzemesinin elenmesi.
- Malzemenin geçiş boyutunu kontrol etmek için kapalı taraf ayarının (CSS) ayarlanması.
- Büyük boyutlu kayaların oranının izlenmesi ve besleme düzenlemesinin ayarlanması.
Not: Tutarlı besleme boyutu ve kontrollü ince içerik, çene plakaları arasında eşit aşınmanın sağlanmasına yardımcı olarak çene kırıcı makinesinin verimliliğini ve kullanım ömrünü artırır.
Nemle İlgili Aşınma Mekanizmaları
Besleme malzemesindeki nem, çeneli kırıcı parçalarının çalışma sırasında nasıl aşındığını değiştirebilir. Su, kırıcı içindeki koşullara bağlı olarak hem yağlayıcı hem de aşınma katalizörü görevi görür. Operatörler, ıslak veya yapışkan malzemeleri işlerken genellikle kuru ve serbest akışlı kayaçlara kıyasla farklı aşınma modelleri görürler.
Nem'in Aşınma Üzerindeki Doğrudan Etkileri:
- Su, kaya ile çene plakası arasında ince bir film tabakası oluşturabilir. Bu film bazen sürtünmeyi azaltarak aşındırıcı aşınmayı yavaşlatır.
- Çoğu durumda nem, ince parçacıklar ve kil ile karışır. Bu karışım, çene plakalarına ve astarlarına yapışan yapışkan bir macun oluşturur.
- Yapışkan malzeme, kırıcı yüzeylerinde ıslak ince tanecik katmanlarının biriktiği "pancakeleme"ye neden olur. Bu katmanlar aşındırıcı parçacıkları hapseder ve metale karşı öğütme etkisini artırır.
Dolaylı Etkiler ve İkincil Zararlar:
- Nem, özellikle suyla reaksiyona giren minerallerle birleştiğinde korozyonu teşvik eder. Korozyon, çene plakalarının ve gömleklerinin yüzeyini zayıflatarak mekanik aşınmaya karşı daha savunmasız hale getirir.
- Islak besleme malzemesi genellikle tıkanıklıklara yol açar. Kırıcı sıkıştığında, makinenin tıkanıklığı gidermek için daha fazla çalışması gerekir. Bu ekstra kuvvet, aşınan parçalar üzerindeki baskıyı artırır.
- Yüksek nem oranı, düzensiz aşınmaya neden olabilir. Çene plakasının bazı bölgeleri ıslak malzemeyle kaplı kalırken, diğerleri açıkta kalabilir. Bu fark, düzensiz aşınma desenlerine yol açar ve parçaların genel ömrünü kısaltır.
Not:Operatörler, beslemedeki hem nem içeriğini hem de ince tanecik türünü izlemelidir. Yüksek su içeriğine sahip kil açısından zengin malzemeler, temiz ve ıslak kuma göre daha şiddetli aşınmaya neden olur.
Yaygın Nemle İlgili Aşınma Mekanizmaları:
| Mekanizma | Tanım | Tipik Sonuç |
|---|---|---|
| Yağlama Etkisi | Su filmi sürtünmeyi azaltır | Daha yavaş aşındırıcı aşınma |
| Krepleme/Biriktirme | Yapışkan ince parçacıklar yüzeylere yapışır | Artan taşlama ve aşınma |
| Aşındırıcı Aşınma | Su ve mineraller kimyasal reaksiyonlara neden olur | Pas, çukurlaşma, yüzey kaybı |
| Tıkanıklık Kaynaklı Stres | Islak malzeme kırıcıyı tıkıyor, yük yükseliyor | Hızlandırılmış yorulma ve aşınma |
| Eşit Olmayan Aşınma Desenleri | Nem bazı bölgeleri korurken, diğerlerini açığa çıkarır | Yamalı, öngörülemeyen aşınma |
Nemle İlgili Aşınmayı Yönetmek İçin Pratik Adımlar:
- Operatörler, kırma işleminden önce fazla ince parçacıkları ve kili çıkarmak için besleme malzemesini önceden eleyebilirler.
- Nem sensörlerinin takılması yem koşullarındaki değişikliklerin izlenmesine yardımcı olur.
- Şutlarda ve kırıcı yüzeylerinde yapışmayı önleyici astar veya kaplamaların kullanılması malzeme birikimini azaltır.
- Düzenli temizlik ve kontrol, korozyon ve tıkanıklıklardan kaynaklanan uzun vadeli hasarları önler.
Uç:Beslemedeki nem ve ince parçacıkları kontrol eden operatörler, çeneli kırıcı parçalarının ömrünü uzatabilir ve plansız duruşları azaltabilir.
Nem kaynaklı aşınma mekanizmaları, endüstriyel kırma işlemlerinde benzersiz zorluklar ortaya çıkarır. Bu etkileri anlayan operatörler, besleme hazırlama, kırıcı ayarları ve bakım programları hakkında daha iyi kararlar alabilirler. Bu bilgi, daha uzun parça ömrü ve daha güvenilir kırıcı performansı sağlar.
Endüstriyel Vaka Çalışmaları: Çeneli Kırıcı Makine Performansı

Yüksek Sertlikli Cevher İşleme
Madencilik faaliyetleri genellikle granit veya kuvarsit gibi çok yüksek sertliğe sahip cevherleri işler. Bu malzemeler, çeneli kırıcı parçalarına aşırı yük bindirir. Operatörler, bu sert kayaları kırarken çene plakalarının ve gömleklerinin daha hızlı aşındığını fark eder. Yüksek manganlı çelik plakalar, kullanım sırasında daha sert hale geldikleri için bu aşınmaya karşı direnç sağlar. Bir maden sahasında, operatörler özel diş profiline sahip özel çene plakalarına geçti. Bu değişiklik, aşınma ömrünü iyileştirdi ve bakım için yapılan duruş sayısını azalttı. Düzenli muayene ve aşınmış parçaların zamanında değiştirilmesi, kırıcının sorunsuz çalışmasını sağladı. Operatörler ayrıca, makinenin aşırı yüklenmesini önlemek için besleme düzenini de ayarladılar.
Aşındırıcı Agrega Üretimi
Bazalt veya kuvars bakımından zengin çakıl kırma gibi aşındırıcı agrega üretimi, çeneli kırıcı parçaları için zorlu bir ortam yaratır. Operatörler bu ortamlarda yüksek aşınma ve darbe kuvvetleriyle karşılaşırlar. Çene plakaları için, sertleştirme özellikleri nedeniyle manganez çeliği gibi yüksek kaliteli malzemeler kullanırlar. Plakaların şekli ve diş profili, aşınmanın yönetilmesinde önemli bir rol oynar. Aşınma parçalarının belirli agregalara göre özelleştirilmesi, aşınmanın daha eşit dağılmasına yardımcı olur ve verimliliği artırır. Bu ortamlardaki operatörler sıkı bakım programlarını takip eder. Beklenmedik arızaları önlemek için parçaları doğru zamanda değiştirirler.
- Çeneli kırıcı aşınma parçaları aşındırıcı agrega üretiminde önemli aşınma ve darbe kuvvetlerine maruz kalmaktadır.
- Yüksek kaliteli malzemeler ve özel tasarımlar aşınmaya karşı direnç sağlamaya ve verimliliği artırmaya yardımcı olur.
- Aşınma ömrünün optimize edilmesi için bakım zamanlaması çok önemlidir.
Aşağıdaki tablo aşındırıcı ve daha az aşındırıcı uygulamalar arasındaki farkları özetlemektedir:
| Uygulama Türü | Aşınma Oranı | Kullanılan Malzeme | Bakım İhtiyaçları |
|---|---|---|---|
| Aşındırıcı Agrega | Yüksek | Manganez Çelik | Sık, Planlı |
| Daha az aşındırıcı | Daha düşük | Standart Alaşımlar | Daha az sıklıkta |
Geri Dönüşüm Uygulamalarında Değişken Besleme Boyutu
Geri dönüşüm işlemleri genellikle boyut ve şekil bakımından farklılık gösteren besleme malzemeleriyle yapılır. Bu değişkenlik, çeneli kırıcı makinesinin performansını ve parça ömrünü etkiler. Operatörler, besleme malzemesi büyük veya garip şekilli parçalar içerdiğinde bazen tıkanma veya hatta makinenin durmasıyla karşılaşırlar. Kırıcı çenesinin yer değiştirmesi, besleme yüksekliğine bağlı olarak değişir ve bu da verimliliği etkiler. Geri dönüşüm için bir çeneli kırıcı seçmeden önce, operatörler malzeme özelliklerini ve beklenen besleme boyutunu analiz eder. Enerji kullanımı ayrıca malzemenin mukavemetine ve kırıcının açıklık boyutuna da bağlıdır. Yüksek dayanımlı betonu kırmak, yumuşak malzemelere göre çok daha fazla enerji gerektirir. Daha küçük açıklık boyutları da enerji tüketimini artırır. Bu faktörler, değişken besleme boyutu ve malzeme özelliklerinin kırıcı performansında ve aşınan parça ömründe büyük rol oynadığını göstermektedir.
Besleme boyutunu izleyen ve kırıcı ayarlarını yapan operatörler, geri dönüşüm uygulamalarında aşınmayı azaltabilir ve verimliliği artırabilir.
Çeneli Kırıcı Makine Çalışmasında Aşınmanın İzlenmesi ve Azaltılması
Çene Plakası ve Liner Malzemelerinin Seçimi
Doğruyu seçmekçene plakası ve astar malzemeleriEndüstriyel kırıcılarda aşınmayı azaltmak için önemlidir. Operatörler genellikle manganez çelik kalitelerini beslemenin sertliğine ve aşındırıcılığına göre seçerler. Aşağıdaki tablo, yaygın malzemeleri ve performanslarını karşılaştırmaktadır:
| Malzeme Türü | Temel Özellikler | Sert/Aşındırıcı Malzemeler İçin Uygunluk | Mn18Cr2 ile Karşılaştırıldığında Aşınma Ömrü |
|---|---|---|---|
| Mn14Cr2 | Yüksek darbe dayanımı, aşınma direnci | Yumuşak veya aşındırıcı olmayan taşlar | Temel çizgi |
| Mn18Cr2 | Mükemmel iş sertleşmesi, aşınma direnci | Orta ila zor, aşındırıcı olmayan taşlar | Temel çizgi |
| Mn22Cr2 | Üstün aşınma direnci, daha uzun aşınma ömrü | Sert ve aşındırıcı taşlar | Mn18Cr2'den daha uzun |
| TIC Ekleri | Çok yüksek sertlik, darbeye dayanıklı | Çok sert ve aşındırıcı malzemeler | Mn18Cr2'den 1,5 ila 2,5 kat daha uzun |
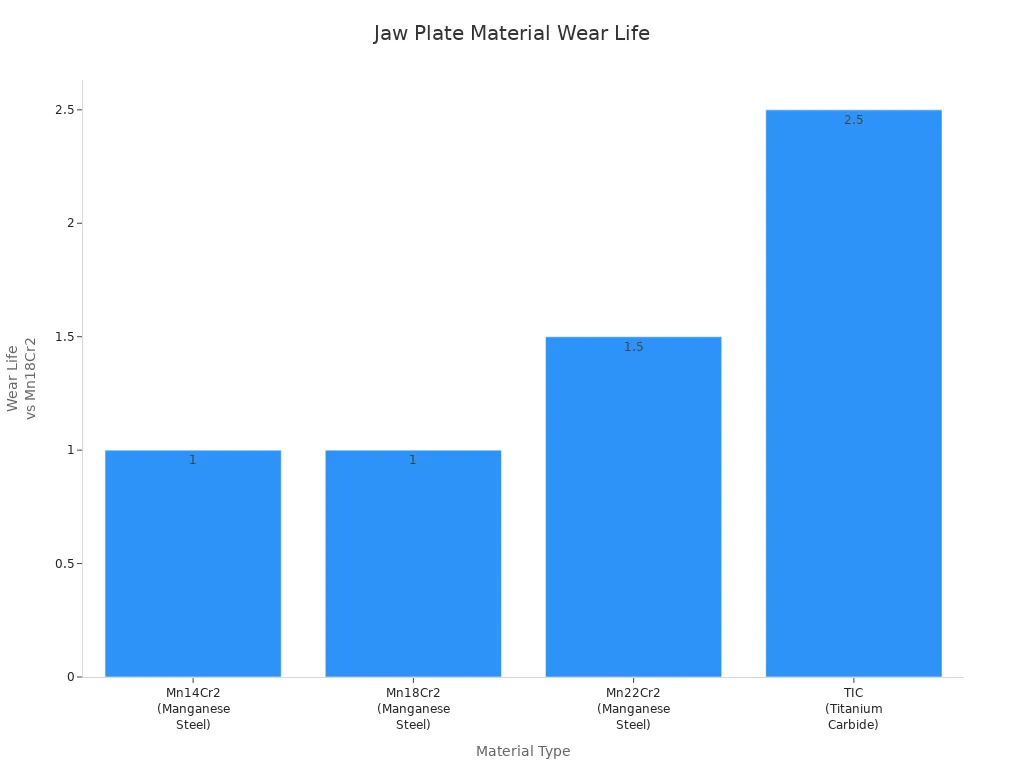
Sert veya aşındırıcı besleme malzemelerini işleyen operatörler, daha uzun aşınma ömrü ve daha az duruş süresi için genellikle Mn22Cr2 veya TIC ek plakalarını seçerler.
Kırıcı Ayarlarının ve Besleme Düzenlemelerinin Ayarlanması
Uygun kırıcı ayarları ve besleme düzenlemeleri, çene plakalarının ve astarların ömrünü uzatmaya yardımcı olur. Operatörler çeşitli stratejiler kullanır:
- Hat içi besleme, malzemeyi kırıcı ağzıyla hizalayarak tıkanıklığı ve düzensiz aşınmayı azaltır.
- Boğaz beslemesi hazneyi en az %80 oranında dolu tutarak, eşit aşınma ve etkili kırma sağlar.
- Ön eleme, ince ve büyük boyutlu malzemeleri temizleyerek tıkanıklıkları ve düzensiz aşınmayı önler.
- İyi derecelendirilmiş besleme, istikrarlı verimi garanti eder ve lokal aşınmayı azaltır.
- Beslemedeki metal içeriğinin sınırlandırılması, bileşenleri hasardan korur.
Kapalı taraf ayarının ayarlanması, sıkıştırma açısını ve kırma verimliliğini de kontrol eder. Tutarlı boğaz beslemesi ve doğru ayarlar, düzgün aşınma oranları sağlar ve Çeneli Kırıcı Makinesinin ömrünü uzatır.
Bakım Stratejileri ve Aşınma İzleme
Etkili bakım stratejileri aşınmayı azaltır ve beklenmedik arızaları önler. Operatörler şunlara güvenir:
- Arızalar oluşmadan önce planlı denetimleri ve parça değişimlerini içeren önleyici bakım.
- Tahmini bakım, anormal durumları erkenden tespit etmek ve zamanında onarımları planlamak için sensörler ve izleme araçlarının kullanılmasıdır.
- Ultrasonik sensörler ve telematik gibi gelişmiş izleme sistemleri, yem seviyeleri ve ekipman durumu hakkında gerçek zamanlı veri sağlar.
Operatörler, aşınma ilerlemesini izlemek ve gerektiğinde operasyonları ayarlamak için bu stratejileri kullanır. Gerçek zamanlı izleme ve otomasyon, istikrarlı malzeme akışının korunmasına, aşınmanın azaltılmasına ve kırıcı performansının iyileştirilmesine yardımcı olur.
İpucu: Önleyici ve tahmine dayalı bakımın modern izleme teknolojisiyle birleştirilmesi, parça ömrünün uzamasını ve planlanmamış duruşların azalmasını sağlar.
Uzatılmış Parça Ömrü için Tahmini Yaklaşımlar
Modern endüstriyel operasyonlar, çeneli kırıcı makinelerinin verimli çalışmasını sağlamak için kestirimci bakıma güvenir. Kestirimci yaklaşımlar, sorunları hasara yol açmadan önce tespit etmek için teknoloji ve düzenli izleme kullanır. Operatörler, aşağıdaki akıllı uygulamaları izleyerek çeneli kırıcı parçalarının ömrünü uzatabilirler:
- Yağlama yağı sıcaklığını ve filtre durumunu izlemek için sensörler takın. Değişikliklerin erken tespiti, olası sorunlara işaret eder.
- Ayrıntılı kontrol listeleri kullanarak günlük, haftalık ve aylık kontroller planlayın. Düzenli kontroller, aşınmanın ciddileşmeden önce tespit edilmesine yardımcı olur.
- ZGMn13 gibi daha yüksek manganez içeriğine sahip çene plakalarını tercih edin. Bu malzemeler zorlu koşullarda daha uzun süre dayanır.
- Cıvataları ve somunları sıkın ve diş tepelerini çukurlarla eşleştirin. Doğru montaj, düzensiz aşınmayı ve parçanın erken bozulmasını önler.
- Titreşim azaltma cihazları ekleyin ve besleme hızını kontrol edin. Bu adımlar, kırıcı üzerindeki stresi azaltır ve aşınmayı yavaşlatır.
Öngörücü bakım kullanan operatörler daha az beklenmedik arıza ve daha uzun parça ömrü görüyor.
Gerçek dünya verileri, bu stratejilerin etkisini göstermektedir. Aşağıdaki tablo, öngörücü bakımdan elde edilen temel iyileştirmeleri göstermektedir:
| Performans Metriği | İyileştirme İstatistiği | Etki Açıklaması |
|---|---|---|
| Kırıcı parçalarının kullanım ömrünün uzatılması | %30'a kadar | Yüksek kaliteli malzemeler ve öngörülü bakım, değiştirme ihtiyacını azaltır. |
| Çalışma süresinin azaltılması | %30'a kadar | Akıllı sensörler ve erken tespit ile plansız duruşlar önleniyor. |
| Bakım maliyeti tasarrufu | %30'a kadar | İhtiyaca dayalı bakım masrafları düşürür. |
| Aşınan parça ömrünün uzatılması (AI destekli) | %15-20 | Yapay zeka ve otomasyon dayanıklılığı artırıyor. |
| Liner değiştirme sıklığı azaltma | %35 | Tahmin araçları daha az hat değişikliği anlamına geliyor. |
| Aşınan parçanın kullanım ömrünün artırılması (otomasyon) | 2 ila 4 kez | Otomatik optimizasyon parça ömrünü büyük ölçüde uzatır. |
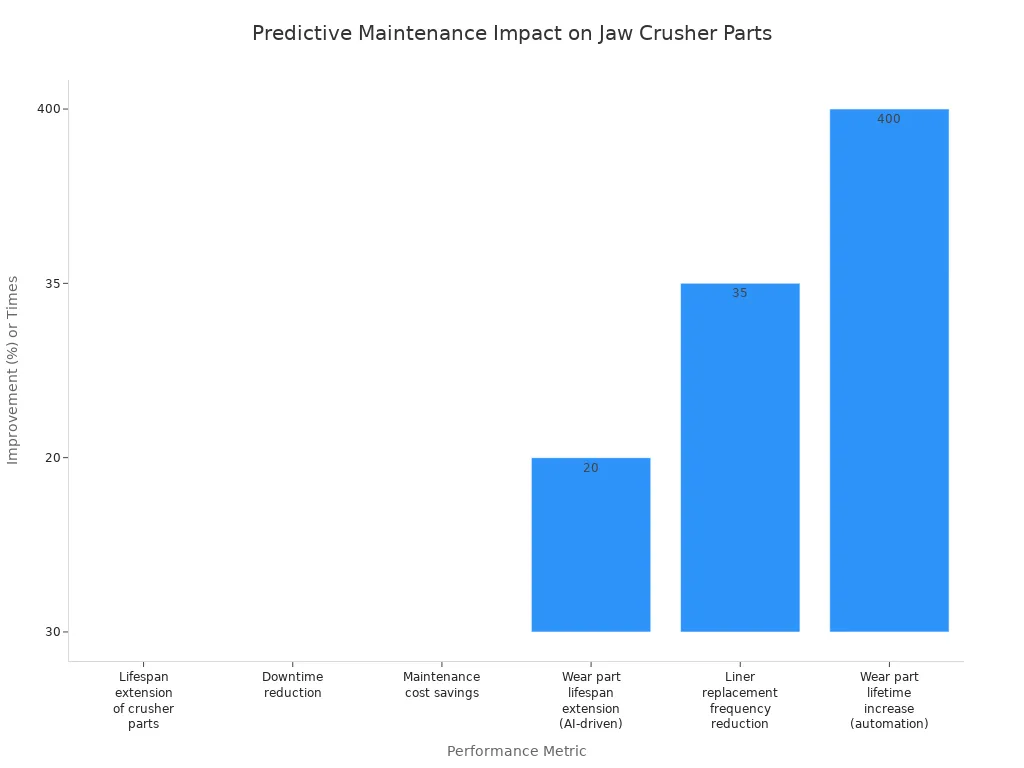
Öncü işletmelerde kullanılanlara benzer akıllı kırıcı kontrol sistemleri, aşınan parçaların ömrünü %15-20 oranında artırmıştır. Arıza süreleri %40, astar değiştirme sıklığı ise %35 oranında azalmıştır. Sıcaklığı, titreşimi ve aşınmayı izleyen sensörler, operatörlerin arızalar meydana gelmeden önce harekete geçmesine yardımcı olur. Reaktif bakımdan öngörücü bakıma geçiş, makinelerin daha uzun süre çalışmasını sağlar ve para tasarrufu sağlar. Öngörücü yaklaşımlar, operatörlere çeneli kırıcı performansları konusunda daha fazla kontrol ve güven sağlar.
Çeneli Kırıcı Makine Parça Ömrünü Optimize Etmek İçin En İyi Uygulamalar
Çene Plakası Malzemesinin Besleme Özelliklerine Uygun Olması
Kırıcı parça ömrünü en üst düzeye çıkarmak için doğru çene plakası malzemesini ve tasarımını seçmek çok önemlidir. Operatörler şunları yapmalıdır:
- Çene plakası alaşımlarını, malzemenin aşındırıcılığına göre seçin. M1 alaşımı, kireç taşı gibi düşük aşındırıcı malzemeler için uygundur. M2, M7, M8 veya M9 gibi birinci sınıf alaşımlar, granit veya demir cevheri gibi yüksek aşındırıcı malzemeler için daha iyidir.
- Diş desenlerini beslemeye göre ayarlayın. Geniş Dişler (WT), sıkışmayı önleyerek yüksek incelikli beslemelere yardımcı olur. Keskin Dişler (ST), pullu veya açılı beslemeyi kavrayarak kaymayı azaltır. Kaba Oluklu (CC), Ağır Hizmet Tipi (HD) veya Ultra Kalın (UT) plakalar aşındırıcı beslemelere dayanıklıdır.
- Kırıcı model önerilerini takip edin. Örneğin, CJ615 kırıcılar genellikle aşındırıcı besleme için M8 alaşımlı Kaba Oluklu veya Ağır Hizmet tipi plakalar kullanır.
- Eşit aşınmayı sağlamak ve en iyi sıkıştırma açısını korumak için kullanım ömürleri boyunca çene plakalarını döndürün.
- Besleme özelliklerine uyacak şekilde kapalı taraf ayarı ve sıkıştırma açısı gibi kırıcı ayarlarını yapın.
Çene plakası malzemesinin ve tasarımının besleme özelliklerine uygun olması, performansın optimize edilmesine ve parça ömrünün uzatılmasına yardımcı olur.
Düzenli Muayene ve Zamanında Değiştirme
Rutin kontroller ve aşınmış parçaların zamanında değiştirilmesi, kırıcıların verimli bir şekilde çalışmasını sağlar. Operatörler şunlardan faydalanır:
- Çene plakaları, yataklar ve diğer bileşenlerin düzenli kontrolleri ile aşınma ve hasarların erken tespiti.
- Aşınmış parçaların zamanında değiştirilmesi, daha fazla hasarın önlenmesini ve kırma verimliliğinin korunmasını sağlar.
- Hareketli parçaların uygun şekilde yağlanması, sürtünmenin azaltılması ve makine ömrünün uzatılması.
- Operatörleri sorunlara karşı uyaran, erken bakımı destekleyen ve onarım maliyetlerini düşüren izleme sistemleri.
Denetimler ve zamanında parça değişimi de dahil olmak üzere tutarlı bir bakım programı, ekipmanın çalışma süresini artırır ve operasyonel giderleri azaltır.
Operatör Eğitimi ve Süreç Optimizasyonu
İyi eğitimli operatörler ve optimize edilmiş süreçler, aşınmanın azaltılmasında önemli bir rol oynar. Operatörler şunları yapmalıdır:
- Kapasiteyi artırmak ve aşınmayı azaltmak için uygun besleme derecesini kullanın ve besleme hızını kontrol edin.
- Aşınmayı telafi etmek için, kapalı taraf ayarı gibi kırıcı ayarlarını, şimleri ve mafsal uzunluğunu kullanarak ayarlayın.
- Doğru ayarları sağlamak için çeneler arasındaki boşluğu ölçün.
- Erken aşınmayı önlemek için ayarları yalnızca kırıcı boşken ve dururken yapın.
- Tutarlı yatak yağlaması için otomatik yağlama sistemlerine güvenin.
- Aşınmayı en aza indirmek ve makine ömrünü uzatmak için besleme tekniklerini ve bakım prosedürlerini anlayın.
Operatör eğitimi ve proses optimizasyonu, güvenilir performansı garanti altına alır ve kırıcı parçalarının ömrünü en üst düzeye çıkarır.
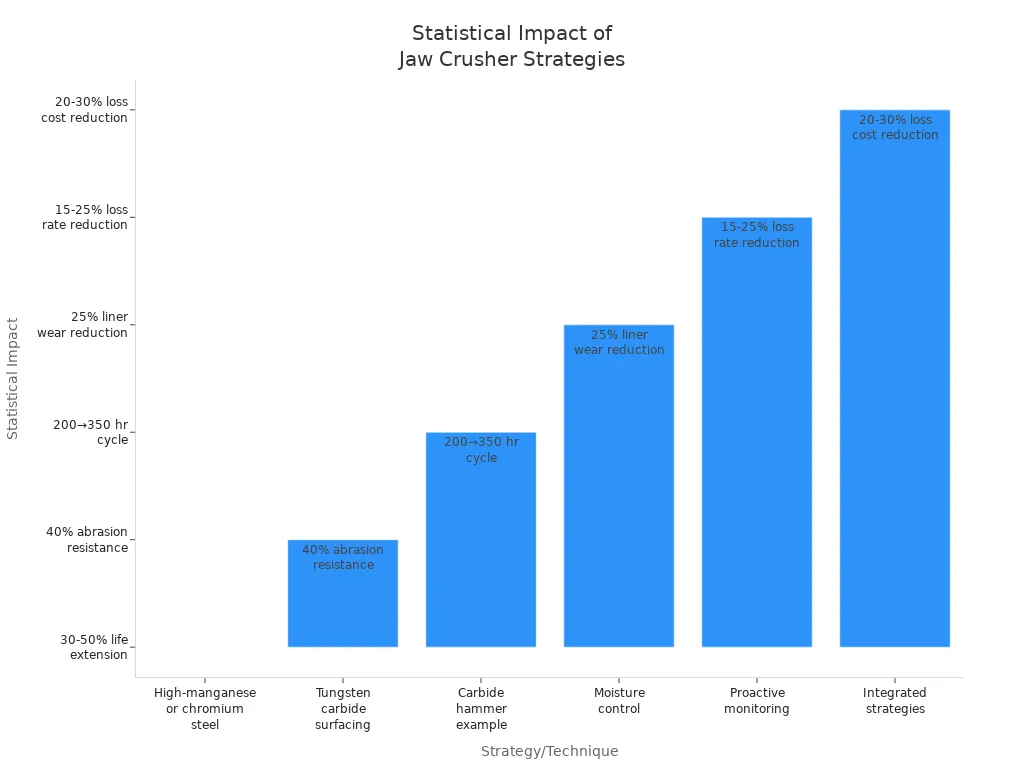
Besleme malzemesi özellikleri aşınma oranlarını ve hizmet ömrünü etkilerkırıcı parçalarıEndüstriyel ortamlarda. Proaktif izleme kullanan, aşınmaya dayanıklı malzemeler seçen ve operasyonları ayarlayan operatörler, parça ömrünü %50'ye kadar uzatabilir ve bakım maliyetlerini azaltabilir. Sektör karşılaştırmaları, en iyi uygulamaların işletme maliyetlerini %10-20 oranında düşürdüğünü ve ekipman ömrünü %15 oranında artırdığını göstermektedir. Bu iyileştirmeler, daha yüksek üretkenliğe ve güçlü bir yatırım getirisine yol açar.
SSS
Çene plakasının en hızlı aşınmasına hangi besleme malzemesi özelliği neden olur?
Sertlik ve aşındırıcılık en hızlı aşınmaya neden olur. Granit veya kuvars içeren mineraller gibi sert kayalar çene plakalarına sürtünür. Operatörler bu malzemeleri işlerken daha sık değiştirme ihtiyacı duyarlar.
Besleme malzemesindeki nem çene kırıcı parçalarını nasıl etkiler?
Nem, tıkanıklığa ve düzensiz aşınmaya neden olabilir. Özellikle kil içeren yapışkan maddeler kırıcı içinde birikir. Bu birikme, parçalardaki stresi artırır ve daha hızlı aşınmaya neden olabilir.
Operatörler besleme boyutunu ayarlayarak aşınmayı azaltabilir mi?
Evet. Besleme boyutunu kontrol eden ve büyük boyutlu kayaları veya ince parçaları temizleyen operatörler, aşınmanın eşit şekilde dağılmasına yardımcı olur. Bu uygulama, çene plakasının ömrünü uzatır ve kırıcı verimliliğini artırır.
Aşındırıcı besleme için hangi çene plakası malzemesi en iyi şekilde çalışır?
Manganez çeliğiYüksek krom veya TIC uçlarla aşınmaya karşı en iyi direnci gösterir. Bu malzemeler sert ve aşındırıcı taşlarla başa çıkarak daha uzun kullanım ömrü sunar.
Operatörler çene kırıcı aşınma parçalarını ne sıklıkla denetlemelidir?
Operatörler şunları yapmalıdır:aşınan parçaları incelemekHaftalık. Düzenli kontroller, hasar belirtilerinin erken tespit edilmesine yardımcı olur. Zamanında değiştirme, beklenmedik arızaları önler ve kırıcının sorunsuz çalışmasını sağlar.

Gönderi zamanı: 17 Temmuz 2025